
Trauring umwandeln – so geht’s
Ein neuer Ring aus altem Gold geschmiedet – in der Goldschmiede-Werkstatt.
Obwohl Trauringe überwiegend neu gekauft werden, wünschen sich einige Kunden handgefertigte Trauringe. Wir schmieden diese Ringe in unserer Goldschmiede-Werkstatt aus Altgold – individuell und einzigartig.
Mal sind es junge Paare, die sich aus Trauringen von Verwandten ein Paar „Neue“ machen lassen, um ihre neue Verbindung zu unterstreichen. Oder länger verheiratete Paare, die Ihre „alten“, inzwischen dünnen Trauringe, in neue zeitgemäße Trauringe umgewandelt haben möchten. Den Kunden geht es beim Schmuck-Recycling weniger um die Ersparnis, sondern sie möchten, dass aus etwas Bestehendem „ihre neuen Ringe“ entstehen – als symbolische Verbindung oder Erneuerung. Verfolgen Sie hier diese Goldschmiede-Arbeit in allen Schritten von Anfang bis Ende mit:

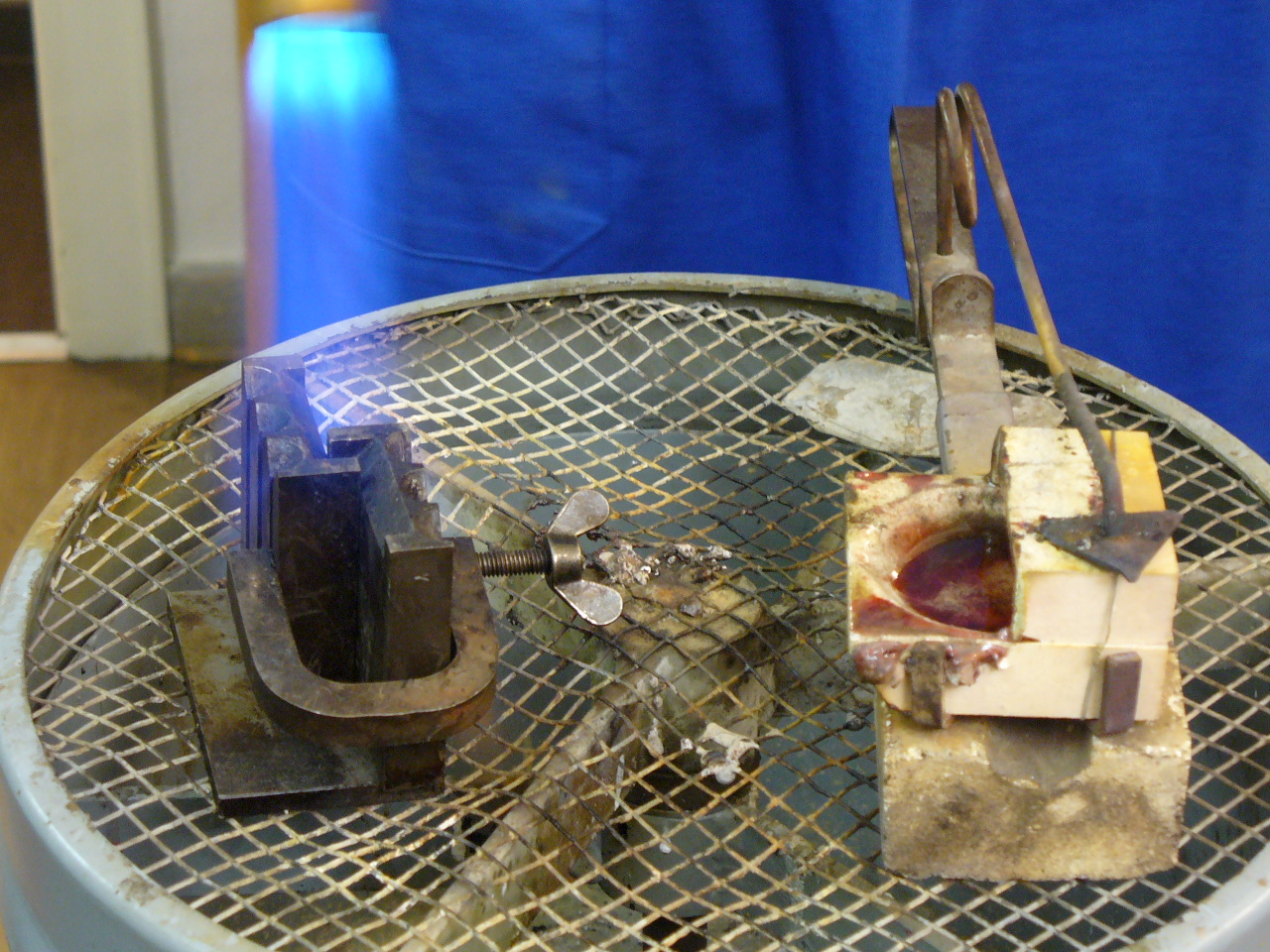
Vorbereitung zum Schmelzen von Gold
Zuerst wird die benötigte Menge Gold über das Volumen berechnet und für jeden Ring die passende Menge Gold in eine Raumschale aus Buntmetall gelegt. Altgold, das zum Teil leicht verunreinigt ist, wird erhitzt, damit brennbare Stoffe entweichen. Nach dem Abkühlen wird das Altgold in einer 10 Prozent schwefligen Säure gebeizt und anschließend in einem heißen Reinigungsbad mit Ultraschallwellen gereinigt. „Alte“ Trauringe werden getrennt und auf beide Schalen gleichmäßig verteilt.






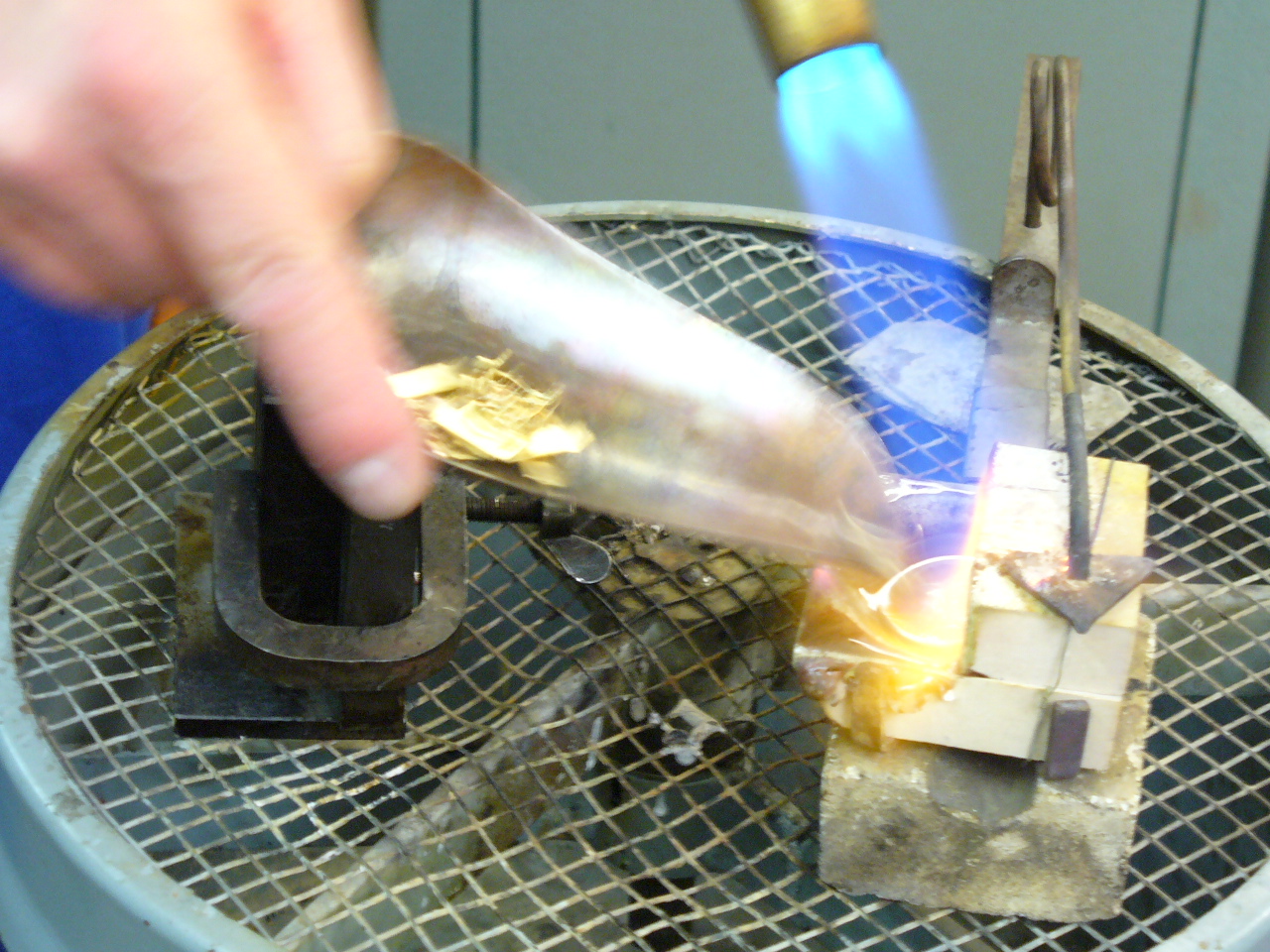
Schmelzen zum Goldbarren
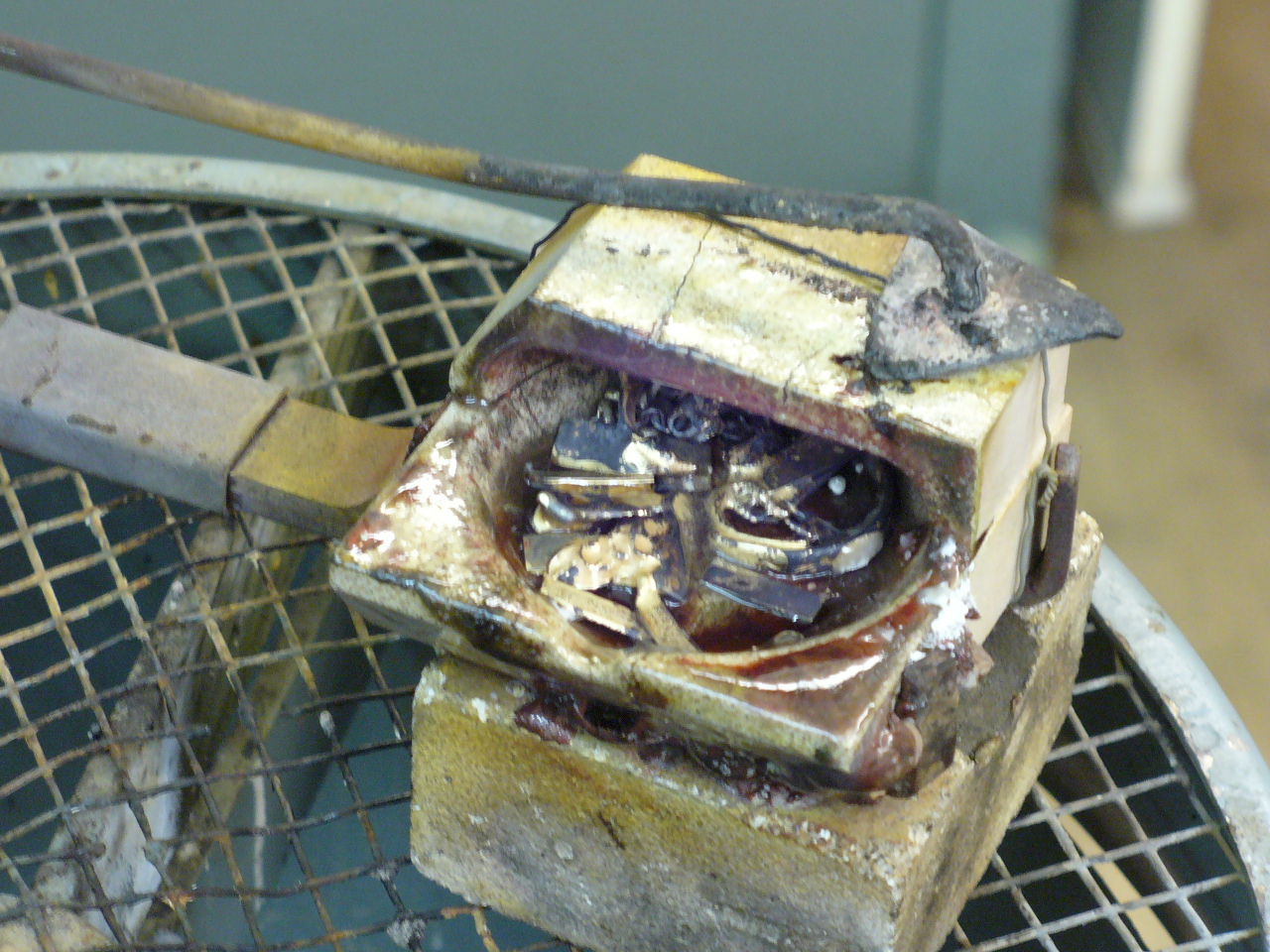
Nun wird ein Eingusstiegel erwärmt und mit einem Gleitmittel benetzt. Die Schmelzschale wird angewärmt und das Altgold nach und nach zugeführt. Das Schmelzgut wird mit Schmelzpulver gegen Sauerstoff geschützt, es bindet Schlacken und Oxyde. Wir erhitzen die Schmelzschale in kreisenden Bewegungen weiter, bis der Temperaturpunkt zum Abgießen erreicht ist.
Wenn alles optimal läuft, befindet sich im Tiegel ein länglicher, geschmolzener Barren ganz ohne Lufteinschlüsse. Die verbleibende Schmelzpulverglasur wird in Beize abgekocht. Die beiden neuen Barren mit ihren Eingussköpfen sind nun zum Schmieden bereit.











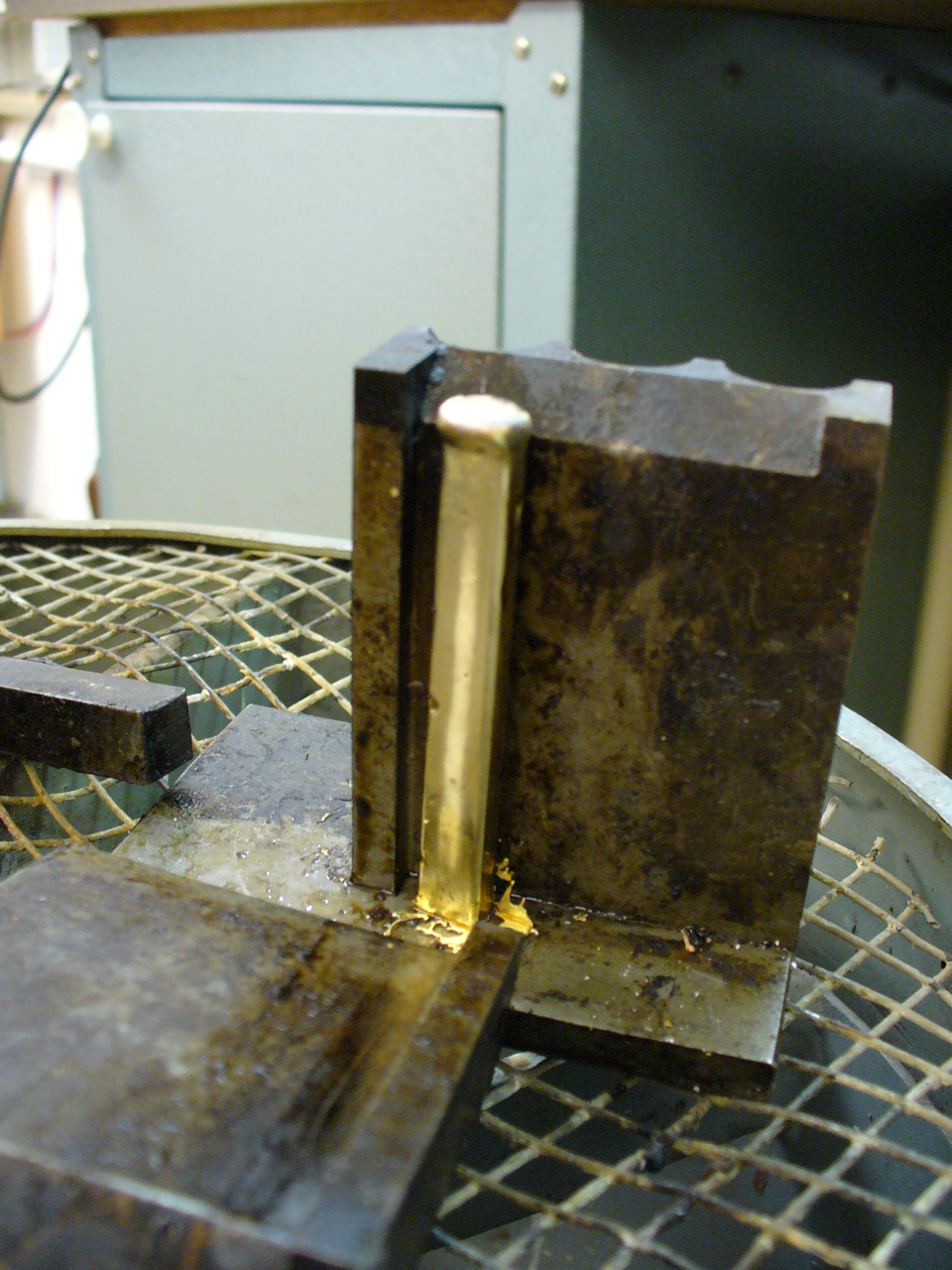


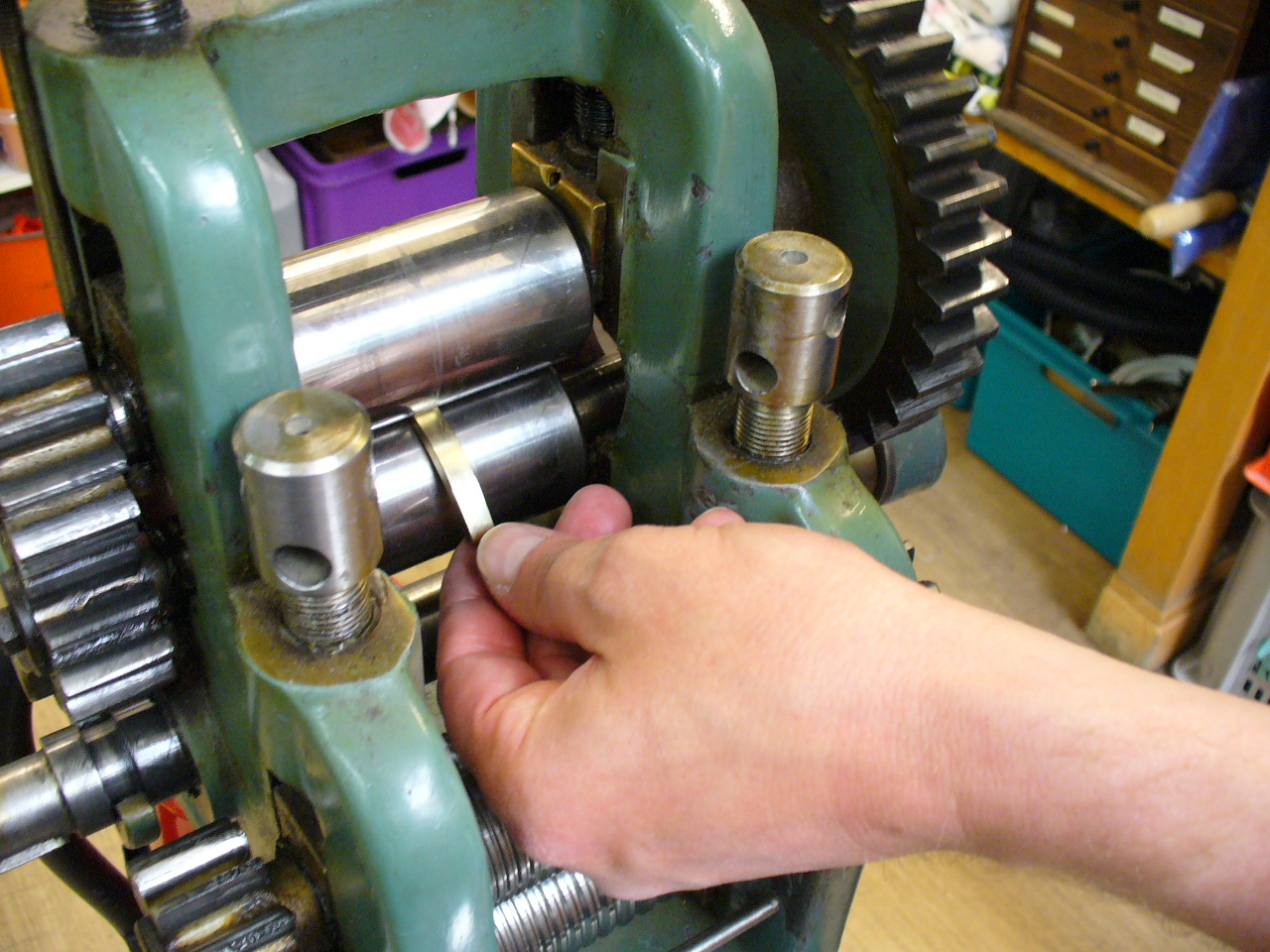
Verdichten und Walzen der Goldbarren
Die Eingussköpfe werden entfernt und die Barren mit einem 1000-Gramm-Hammer von allen Seiten kräftig durchgeschmiedet. Dabei bekommt die Berufsbezeichnung Goldschmied ihre wahre Bestätigung! Die Barren werden annähernd auf die spätere Breite vorgeformt. Nach dem Schmieden haben die Barren eine längliche Form, durch das Walzen werden sie flacher und länger. Das Schmieden und Walzen hat zu einer so starken inneren Verformung geführt, dass die Rohlinge geglüht werden müssen, um sie fürs Verarbeiten weich zu machen.





Biegen, Richten, Löten der Rohlinge
Die Rohlinge werden dann im Schraubstock über runde Eisenteile geschlagen. Ein schwerer Hammer mit Schutzbahnen verhindert allzu starke Abdrücke auf dem neuen Gold. Die Rohlinge, die schon fast perfekt rund sind, werden auf Parallelität gebracht. Dann werden die Enden mit einer Goldschmiedesäge sauber abgesägt und in einer konischen Form erneut zusammengepresst.
Ein wechselndes Pressen und Stauchen zwingt die Rohlinge in die gewünschte Endform. Die Rohlinge sind an ihren Enden bis auf wenige Bruchteile 1/100 mm angepasst und werden mit einem Kontroll-Lot bei fast 900 Grad Celsius hartgelötet.






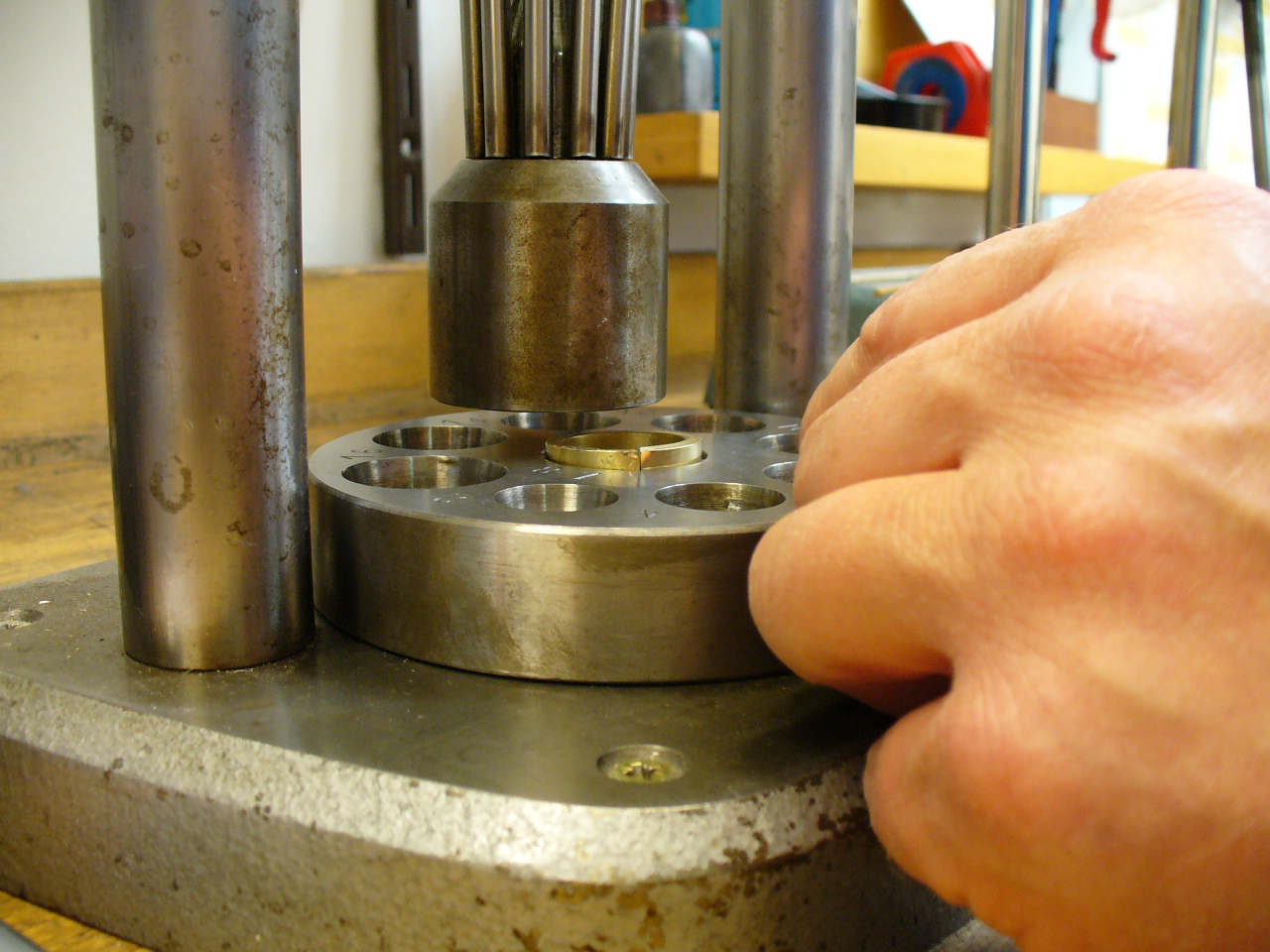





Auf Weite riegeln – die Ringweite entsteht
Beim Riegeln bekommt der Schmied im Goldschmied wieder Bestätigung, dies erfordert etwas Kraft und Geduld. Die Breite, Höhe und Ringweite des Rohlings werden bei diesem Arbeitsgang festgelegt. Die Zwischenmaße liegen noch etwas über den gewünschten Endmaßen, da noch etwas Material für das Feilen da sein muss.






Feilen – feinste Handarbeit formt den Ring
Durch das Feilen werden alle Spuren der Bearbeitung entfernt. Die Feilen beginnen mit einem groben Hieb und werden immer feiner. Die endgültige seitliche Form und das Breitenmaß werden festgelegt. Ein neuzeitlicher Ring sollte eine Innenbombierung besitzen, die den gewünschten Tragekomfort für den Alltag bietet. Diese Arbeit kann mit einer Handfräsmaschine unterstützt werden und erfordert viel Feilarbeit, die am Ende nur mit der Hand ausgeführt werden kann. Nach der feinsten Feile kommen die Schmirgellatten zum Einsatz, ein Halbrundholz mit Rubinpulver. Auch hier beginnt man mit großen Feilen bis zum Finish mit dem Schmirgelträger. Diese äußere Form ist die letzte Möglichkeit, die Form des späteren Rings noch zu beeinflussen.












Finishing für den Ring: Schleifen, Polieren, Punzieren
Das Schleifen und Polieren dienen dem Glanz und der fast perfekten, ebenen Fläche, nicht für die Form. Die Innen-Schleifarbeit wird unterbrochen von der Punzierung mit dem Feingehaltsstempel und dem Stempel der Meistermarke – das steht für die Qualität der Arbeit. Wenn durch die Schleifarbeit keine Feil- oder Schmirgelspuren mehr zu sehen sind, werden die Ringe im heißen Reinigungsbad mit Ultraschall gereinigt.
Polieren ist ähnlich wie Schleifen, jedoch mit Polierhilfsmittel. Die Polierschwabbel ist eine runde Aneinanderreihung von Stofftüchern mit einem Motor. Dies führt zu einer hohen Oberflächenverdichtung am polierten Ring. Jede noch so kleine Erhebung, nur mit einer Lupe zu sehen, wird mit diesem Arbeitsgang ins Material zurückgedrückt – bis der Ring seinen perfekten Glanz hat.






Vielen Dank für Ihr Interesse! Ich hoffe, dieser kleine Einblick in meine Goldschmiedewerkstatt hat Ihnen gefallen.
Ihr Goldschmiede-Meister Range in Kassel.


